Hi-eff: Вашият професионален производител на полузаварени модули!
Nantong Hi-eff Heat Exchange Equipment Co., Ltd. е водещ доставчик на топлообменници и техните плочи и резервни части за уплътнения. Нашата компания се намира в провинция Дзянсу и е създадена през 2012 г. Понастоящем разполага с фабрика с площ от повече от 5,000 квадратни метра и предоставя услуги на клиенти в повече от 30 държави и региони по света. Нашите основни продукти са пластинчати и рамкови топлообменници, заварени пластинчати топлообменници, аксесоари за пластинчати топлообменници и др., които могат да се използват в ОВК, производството на хартия, стоманодобивната, химическата, хладилната, електроенергийната, корабостроителната, хранително-вкусовата промишленост и други индустрии.
Богат опит:Нашият екип се състои от повече от 200 технически служители с повече от 20 години опит в индустрията и е помогнал на нашите продукти да получат повече от 60 патентни сертификата.
Добре оборудван:Компанията е оборудвана с множество усъвършенствани CNC машини за обработка на матрици, специални хидравлични преси, щанцоващи машини, интегрирани заготовки и друго оборудване и може да предостави на клиентите висококачествени резервни части за топлообменници и уплътнения, особено GEA, Tranter, APV, AGC и други модели.
Гарантиране на качеството:Разполагаме със собствен център за проверка на качеството, за да гарантираме, че производственият процес отговаря на стандартите ISO и провеждаме проверка на качеството на топлообменниците чрез оборудване за изпитване на хелий, оборудване за изпитване на якост и т.н., за да гарантираме, че всички продукти отговарят на сертификатите CE и RoHS.
Персонализирани услуги:Нашият екип е добър в персонализирания дизайн и производство и поддържа OEM и ODM поръчки, включително предоставяне на различни топлообменни тръби, перки, структурни части и тръби, за да отговори на изискванията на различни среди за използване.
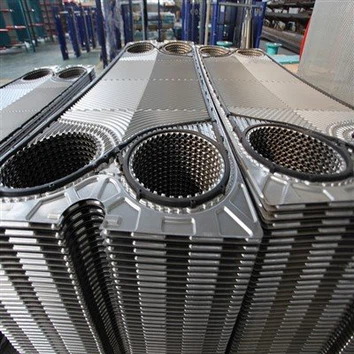
Какво е половин заварена плоча?
В пластинчатите топлообменници се използват полузаварени плочи. В полузаварен пластинчат топлообменник две гофрирани плочи са разположени гръб една до друга и са заварени заедно с лазер по жлеба на уплътнението, след което са снабдени с О-пръстен от Viton или тефлонова уплътнителна обшивка. Полузаварените пластинчати топлообменници работят подобно на пластинчатите топлообменници с уплътнение, които се използват в хладилни, химически процеси и различни видове промишлени комунални дейности или изпарители и кондензатори. Основната разлика е, че няколко плочи са лазерно заварени с О-пръстени в отворите между плочите.
Характеристики на половин заварена плоча
Различни структури
Нашите полузаварени плочи се предлагат с различни дълбочини на пресоване и ъгли на шарките на рибена кост и различни форми на гофри, които гарантират, че течността е равномерно разпределена в плочата и избягва налепите.
Добро уплътняване
Тези вълнообразни плочи се монтират между рамката и притискащата плоча, като уплътнението между плочите се редува между лазерно заваряване и уплътнение. Те позволяват използването на течности, които са несъвместими с обикновените уплътнения, като същевременно поддържат подходящо налягане в канала.
Бърз пренос на топлина
Полузаварените плочи се използват за топлообмен и контрол на температурата в различни области. Те образуват тънки правоъгълни канали между плочите за топлообмен, за да подобрят ефективността на топлообмена.
Широко приложение
Изработени от издръжлива стомана, нашите полузаварени плочи могат да работят с повечето хладилни агенти и са особено подходящи за приложения, включващи амоняк. Те се използват и при обработка на органични и неорганични химикали, когато включените химикали ограничават избора на налични уплътнения.
Видове полузаварени плочи
Челно съединение Половина заварена плоча
Състои се от две плочи, които са поставени една до друга и са заварени. Този тип съединение съединява два детайла в една и съща равнина, като ръбовете им се срещат или с коренов отвор, разположен успоредно един на друг. Заварчиците често използват челни съединения за съединяване на плочи, тръби, тръби или всяко друго приложение, където се желае гладка, изравнена заваръчна повърхност.
Наполовина заварена плоча
Две плочи се припокриват една друга, а едната плоча е заварена към другата. При съединение с половин обиколка или съединение с наполовина, материалът се отстранява и от двата елемента, така че полученото съединение да е с дебелината на най-дебелия елемент. Най-често при полупрепокриващи се съединения елементите са с еднаква дебелина и половината от дебелината на всеки се отстранява.
Половина заварена плоча с Т-образно съединение
Заваръчните фуги се образуват, когато две части се пресичат под ъгъл от 90 градуса. Това води до съединяване на краищата в центъра на плоча или компонент във форма „T“. Т-образните съединения се считат за вид ъглово заваряване и могат също да се образуват, когато тръба или тръба е заварена върху основна плоча.
Полузаварена плоча на ръба
При сглобяване на ръбовете металните повърхности се поставят заедно, така че ръбовете да са равни. Едната или двете плочи могат да бъдат оформени чрез огъване под ъгъл. Целта на заваръчното съединение е да съедини частите заедно, така че напреженията да се разпределят.
Полузаварена плоча с ъглово съединение
Образува се, когато две плочи се съединят под прав ъгъл и към съединението се приложи триъгълна ъглова заварка. Това би било ситуация на припокриване. пример: ъгъл от 90 градуса с да речем 1/4″ стоманена плоча, където една плоча лежи върху другата под прав ъгъл. След това заваръчният шев ще съедини двете плочи заедно, като ги съедини и запълни вътрешната ъглова зона.
Полузаварена плоча със скосени челни съединения
Две плочи се съединяват под ъгъл и преди заваряване в плочите се изрязва жлеб. Скосеният ръб осигурява по-голяма повърхност за заваръчния шев, което означава, че по-голямата част от обиколката на тръбата е в контакт със заваръчния материал. Това води до по-здрава, по-надеждна заваръчна връзка, която е по-малко вероятно да се повреди с времето.
Неръждаема стомана 304, 316, 316L и др.
Плочите от неръждаема стомана имат добра устойчивост на корозия и висока цена. Те са подходящи за топлообменни среди с ниско съдържание на хлоридни йони като пречистена вода, речна вода, хранително масло и минерално масло.
Титанова плоча
Пластинчатият топлообменник използва нелегиран титан, който е с по-малко тегло и добро качество. Той може естествено да генерира пасивиращ защитен филм, който ще се поправи, когато е повреден, така че устойчивостта на корозия е по-добра от неръждаемата стомана. Цената на този материал е сравнително висока и е подходящ за топлообменна среда, съдържаща високи хлоридни йони, като морска вода, солена вода и соленост.
Титан-паладиева сплав
Пластинчатият топлообменник използва нелегиран титан, добавен с паладий ({{0}}.12%~0,25%), което подобрява устойчивостта на корозия на титана в киселинни течности и е подходящо за солна киселина, азотна киселина, сярна киселина киселина и др. Средни, използвани при някои специфични работни условия.
Смо254
Един вид аустенитна неръждаема стомана, поради високото си съдържание на молибден, има изключително висока устойчивост на хлоридна питинг и корозия в пукнатини, подходяща за тип 316 разредена сярна киселина, рядък воден разтвор на сол и неорганичен воден разтвор и други среди. Това е вид рентабилна неръждаема стомана, която се използва широко в областта на химическата промишленост, десулфуризацията и опазването на околната среда.
никел
Това е плоча от чист никел, съдържаща повече от 99% никел. Използва се главно в разтвори на каустик с висока концентрация и висока температура (NaOH, KOH и др.) и има добра устойчивост на корозия към алкални и неутрални разтвори на карбонати, нитрати, оксиди и ацетати. Но той е много чувствителен към корозия в пукнатини, причинена от хлориди като солена вода.
Различни видове заваръчни съединения на полузаварена плоча

Челно заваряване
Челно съединение или челна заварка е съединение, при което две парчета метал са поставени заедно в една и съща равнина и страната на всеки метал е съединена чрез заваряване. Челната заварка е най-често срещаният тип съединение, което се използва при производството на конструкции и тръбопроводни системи. По-долу са изброени някои типични примери за челно заварени съединения.
●Квадрат
●Единична фаска
●Двоен скос
●Сингъл Дж
●Двойно Дж
● Единичен V
●Двойно V
● Единичен U
●Двойни U канали
Участъкът от повърхността на метала, който се разтопява по време на процеса на заваряване, се нарича повърхност на заваряване. Излитащата повърхност може да бъде оформена преди заваряване, за да се увеличи здравината на заваръчния шев, което се нарича подготовка на ръба. Подготовката на ръбовете може да бъде еднаква и на двата елемента на челната връзка или всяка страна може да бъде оформена по различен начин.
Когато става въпрос за челни съединения, често срещаните дефекти могат да включват прогаряне, порьозност, напукване или непълно проникване. Те обаче могат да бъдат избегнати чрез модифициране на заваръчните променливи.
Заваряване на тройник
Заваръчните фуги се образуват, когато две части се пресичат под ъгъл от 90 градуса. Това води до съединяване на краищата в центъра на плоча или компонент във форма „T“. Т-образните съединения се считат за вид ъглово заваряване и могат също да се образуват, когато тръба или тръба е заварена върху основна плоча. Има няколко стила на заваряване, които могат да се използват за създаване на тройник:
● Заваръчен шев
●Заваръчен шев
● Заваръчен шев с фаска-бразда
●Гъглова заварка
●J-образна заварка
● Заваръчен шев
● Заваръчен шев с разваляне и скосяване
Т-образните съединения обикновено не се подготвят с жлебове, освен ако основният метал не е дебел и заваряването от двете страни не може да издържи натоварването, което съединението трябва да поддържа. Често срещан дефект, който се появява при тройни стави, е разкъсването на ламелата - което се случва поради ограничение, изпитвано от съединението. За да предотвратят това, заварчиците често поставят запушалка, за да предотвратят деформации на ставите.
Заваряване на ъглови съединения
Ъгловите съединения имат прилики със заваръчните съединения с тройник. Разликата обаче е в местоположението на метала. В тройника тя е поставена в средата, докато ъгловите съединения се срещат в „ъгъла“ по отворен или затворен начин – образувайки „L“ форма.
Тези видове съединения са сред едни от най-разпространените в индустрията за ламарина, като например в конструкцията на рамки, кутии и други приложения.
Стиловете, използвани за създаване на ъглови съединения, включват V-жлеб, J-жлеб, U-жлеб, петно, ръб, филе, ъглов фланец, скосен жлеб, разширен V-жлеб и квадратен жлеб или челно.
Заваряване на фуги
Препокриващите се заваръчни съединения са по същество модифицирана версия на челното съединение. Те се образуват, когато две парчета метал се поставят в припокриващ се модел едно върху друго. Най-често се използват за съединяване на две части с различна дебелина. Заварките могат да бъдат направени от едната или от двете страни.
Препокриващите съединения рядко се използват при по-дебели материали и обикновено се използват за ламарина. Потенциалните недостатъци на този тип заваръчни съединения включват разкъсване на ламела или корозия поради припокриващи се материали. Въпреки това, както при всяко друго нещо, това може да бъде предотвратено чрез използване на правилна техника и модифициране на променливите, ако е необходимо.
Заваряване на ръбове
При сглобяване на ръбовете металните повърхности се поставят заедно, така че ръбовете да са равни. Едната или двете плочи могат да бъдат оформени чрез огъване под ъгъл. Целта на заваръчното съединение е да съедини частите заедно, така че напреженията да се разпределят. Силите, причиняващи напрежения в заварените съединения, са опън, натиск, огъване, усукване и срязване, както се вижда на изображението по-долу.
Скоростта на движение, проникването, скоростта на отлагане и входящата топлина също влияят върху заваръчните шевове, използвани при някои дизайни на съединения. Следните стилове са приложими за ръбови съединения:
●U-образен жлеб
●V-образен жлеб
●J-образен жлеб
●Ъгъл-фланец
●Скосен жлеб
●Квадратна бразда
●Ръб-фланец
Поради припокриващите се части, този тип фуги са по-податливи на корозия. Заварчиците трябва да имат предвид други дефекти като включване на шлака, липса на топене и порьозност, които също могат да възникнат.
Инсталация
Пластинчатият топлообменник е тестван под налягане във фабриката преди доставката. С топлообменника се доставя и сертификат за контрол на продукта.
Топлообменникът трябва да бъде монтиран с пространство от двете страни, така че да може да се използва за последваща поддръжка. Тези празнини варират в зависимост от размера на топлообменника, можете да получите информация за това от компанията продавач.
Всички връзки към топлообменника трябва да бъдат оборудвани със спирателни вентили. Долните връзки трябва да бъдат оборудвани с предпазни клапани S2 и S3/M2 и M3. Горните връзки, от друга страна, трябва да бъдат оборудвани с вентилационни устройства в най-високите си точки S1 и S4 / M1 и M4).
В случай на заваряване, пластинчатият топлообменник не трябва да се използва като заземяване. В противен случай може да възникне електрическа дъга между плочите за пренос на топлина.
Въвеждане в експлоатация
Първо се уверете, че работните данни не надвишават стойностите на табелката с данни на топлообменника и че всички болтове са правилно затегнати.
● Помпи:Помпите, захранващи топлообменника, трябва да се използват заедно с балансиращи вентили. Ако помпите са достатъчно силни, за да произведат налягане, по-високо от номиналното налягане на топлообменника, те трябва да се използват с предпазен клапан. Помпите не трябва да засмукват въздух.
● Работен:За да се предотврати удар на налягането, помпите трябва да се стартират със затворени вентили. Всички клапани трябва да бъдат отворени по едно и също време. След това дебитът постепенно се увеличава до достигане на работната температура. Трябва да се избягват удари, в противен случай гумените уплътнения могат да се изплъзнат от мястото си и да причинят изтичане.
● Вентилация:При многоходови топлообменници въздухът от топлообменника трябва да бъде обезвъздушен веднага след първото пускане. Задържаният въздух може да доведе до въздушно запушване и прекомерно прегряване на плочите; в резултат на това капацитетът за пренос на топлина намалява и рискът от износване се увеличава.
Снимка на сертификат





Фабрична снимка




Често задавани въпроси за полузаварена плоча
Като един от водещите производители на модули в Китай, горещо ви приветстваме да закупите висококачествен модул за продажба тук от нашата фабрика. Цялото оборудване е с високо качество и конкурентна цена. За оферта, свържете се с нас сега.
сензори за докосване на модула, Модул Интелигентни сензори за преобразуватели, Умножители на модули